
Az alacsony költség, a nagy hatékonyság és a széles körű alkalmazás előnyeivel a lézeres megmunkálási technológia a kortárs kor legfejlettebb gyártási technológiája, amely a jövő feldolgozóiparának fejlődési irányát képviseli.
A több tízezer wattos lézeres feldolgozási technológia alkalmazása tovább bővíti és korszerűsíti az alkalmazási területeket.A technológia fokozatos érettségével a több tízezer wattos lézer széles körben ismertté vált a piacon.Ezen túlmenően, a nemzeti ipari korszerűsítéshez sürgősen fejlett technológiára van szükség, hogy felváltsa a hagyományos folyamatot.A több tízezer wattos lézer növekvő trend, és a jövő eljött!

A kínai acélipar fogyasztáselemzése szerint jelenleg az acélipar fő alkalmazási területei az építőipar, a gépgyártás, az autóipar és az energiaipar, ezt követi a hajógyártás és a háztartási elektromos készülékek, ezen iparágak többsége közepes és nehéz lemezeket használ.A plazmavágást, lángvágást, vízvágást, huzalvágást stb. használják a hagyományos közepes és vastaglemezes feldolgozásban.Vannak azonban problémák, például a plazma nem képes kis lyukakat vágni, rossz méretpontosság, nagy hőhatás, nem vágható kis alkatrészek, széles rés és hulladék anyagok;lángvágással csak szénacélt lehet vágni, színesfémeket nem, és a vágási sebesség lassú;a vízvágás szennyezi a víz minőségét;a huzalvágási sebesség lassú, és a fogyóeszközök nagyok;a stancolási veszteség nagy, és a szerszámköltség magas.
Hagyományos feldolgozási módszerek
1. eset: Fogaskerék
Alkalmazási ágazat: építőipari gépek, vasúti tranzit, automatizálási berendezések stb.

A több tízezer wattos lézerberendezés egyedülálló előnyökkel rendelkezik a vastaglemez-vágásban, és rendkívül erős a nagy pontosságú alkatrészek megmunkálásának képessége is.Ugyanazon fogaskerekes munkadarabnál (például a következő ábrán látható) a plazmavágás során fellépő magas hőmérséklet passziválja a fogaskerék éles szögét, és a forgácsoló végfelület durva és nem sima kis pontossággal, ezért marás a gépnek másodszorra is be kell fejeznie a körszögű fogaskerék élesszögű fogaskerékké való megmunkálását.Az éles szög egyszerre kivágható több tízezer wattos lézervágással, és a szakasz sima, amely megfelel az űrhajózás, az elektromos berendezések, a kőolaj-berendezések, valamint az autógyártás és más nagy pontosságú iparágak követelményeinek.
Minta: 500 mm átmérőjű fogaskerék, 12 mm vastag, szénacél, R1 mm éles szög, 42 éles szög;
| Feldolgozási módszer | Hagyományos feldolgozás | 12KW lézer | 20 kW-os lézer |
| Felszerelés kötelező | 300A plazmavágó berendezés, sorjázó gép, marógép | Több tízezer wattos lézeres berendezés | Több tízezer wattos lézeres berendezés |
| Szükséges létszám | 2 fő | 1 személy | 1 személy |
| Szükséges megmunkálási pozíció | 3 féle | 1 | 1 |
| Másodlagos feldolgozás szükséges | Második csiszolás, kikészítés | Közvetlen alakítás | Közvetlen alakítás |
| Vágási sebesség | 3,9 m/perc 3,9 m/perc | 5,5 m/perc 5,5 m/perc | 8,5 m/perc 8,5 m/perc |
| Feldolgozási idő | 227 perc 5mp (plazmavágás: 2 perc 6 mp + köszörülés: 38 S + maró sarok: 2 perc 21 mp + állomás áthelyezés és szétszerelés: 22 perc) | 1 perc 30 mp 1 perc 30 mp | 58-as évek 58-as évek |
| Feldolgozási költség | 8,47 jüan (plazma + sorjázógép + marógép + 2 munkaóra, egységár: 1,03 jüan / m, kontúrhossz: 8,22 m) | 1,62 jüan (egységár: 0,197 jüan / m, kontúrhossz: 8,22 m) | 1,37 jüan (egységár: 0,167 jüan / m, kontúrhossz: 8,22 m) |
2. eset: alumínium függönyfal, alumínium ablakdísz
Alkalmazási ágazat: építőipar és függönyfalipar

Összetett grafikák esetén a hagyományos feldolgozási módszer nem fejezhető be egyszerre, amihez több berendezés és technológia kombinációja szükséges, és az eredmény gyakran nem kielégítő.A rugalmas lézertechnológia azonban bármilyen grafikát képes egyetlen berendezéssel feldolgozni, a sebesség és a hatás pedig meghaladja a hagyományos feldolgozási módszereket.Példaként a vastag lemezes fém függönyfal ábráját (példaként a következő ábrán látható munkadarabot) figyelembe véve, a 10-25 mm-es lemezvastagságú alumínium függönyfal és ablakdíszítés hagyományos feldolgozási módja a gravírozógép és a huzalvágás kombinációját igényli. .A gravírozógép nem tud éles sarkokat készíteni, és a huzalvágás költsége magas, a hatékonyság rendkívül alacsony, és a méret korlátozott.Ha több tízezer wattos lézeres feldolgozást alkalmaznak, akkor egy berendezés egyszerre, nagy sebességgel, alacsony költséggel, jó felületi minőséggel készülhet el, és különféle nagyméretű összetett mintákat is feldolgozhat.
Minta: alumínium ötvözetű ablakdísz, 12 mm vastag, szabálytalan rajz
| Feldolgozási mód | Hagyományos feldolgozás | 12KW lézer | 20 kW-os lézer |
| Felszerelés kötelező | Gravírozó gép + huzalvágó gép | Több tízezer wattos lézeres berendezés | Több tízezer wattos lézeres berendezés |
| Szükséges létszám | 2 fő | 1 személy | 1 személy |
| Szükséges megmunkálási pozíció | 2 féle | 1 | 1 |
| Másodlagos feldolgozás szükséges | Másodlagos kezelést igényel (sorjázás, olajszennyezés) | Közvetlen alakítás köszörülés nélkül | Közvetlen alakítás köszörülés nélkül |
| Vágási sebesség | Gravírozógép: 0,3 mm mélység, előtolás 1 m/min, huzalvágás 2000 mm²/h | 2,5 m/perc | 4,5 m/perc |
| Feldolgozási idő (12 mm-es alumíniumötvözet, feldolgozási idő méterenként) | Gravírozógép: 40 perc Huzalvágó gép: 2h | 24s | 13s |
| Feldolgozási költség (jüan/m) | Gravírozógép: 40 jüan (egységár: 60 jüan / óra) Huzalvágó gép: 20 jüan (egységár: 10 jüan / óra) | 0,52 jüan | 0,34 jüan |
3. eset: átmenő lyuktárcsa
Alkalmazási ipar: kőolaj, földgáz, kohászat.
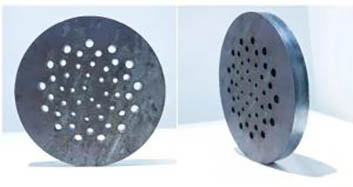
A hagyományos feldolgozási technológiának öntőformát és vágót kell használnia a feldolgozás elősegítésére, ami korlátozza egyes grafikák feldolgozását.Ha a grafikus adatok megváltoznak, a formát újra kell készíteni.A forma költsége magas, a módosítási idő hosszú, és nem lehet egyszerre kialakítani.A lézeres feldolgozás azonban nagy rugalmassággal rendelkezik, tetszőleges grafikát tud feldolgozni, és bármikor módosíthatja a terméktervet az ügyfelek igényei szerint, és a feldolgozás minősége magas.Kis lyukak vágásakor (például a következő ábrán látható) a plazmavágó nyílás minimális átmérője csak megközelítőleg lehet egyenlő a lemez vastagságával, azaz 25 mm vastag acéllemezt csak a lemez vastagságával lehet megmunkálni. 25 mm-nél nagyobb vagy azzal egyenlő furatátmérő;míg a tízezres lézervágással megmunkált minimális furatátmérő elérheti a megmunkált lemez vastagságának 20%-át, vagyis a 25mm vastag acéllemez 5mm-es furatátmérővel dolgozható meg, ami a vastagon kivágható fémlemez különböző nyílásokkal egyszerre.
Minta: 500 mm átmérőjű tárcsa, 25 mm vastag, szénacél anyag, feldolgozás 4, 6, 8, 10 mm átmenő furatok, 50 db;
| Feldolgozási módszer | Hagyományos feldolgozás | 12KW lézer | 20 kW-os lézer |
| Felszerelés kötelező | 300A plazmavágó berendezés, sorjázó gép, marógép, fúrógép | Több tízezer wattos lézeres berendezés | Több tízezer wattos lézeres berendezés |
| Szükséges létszám | 3 fő | 1 személy | 1 személy |
| Szükséges megmunkálási pozíció | 4 féle (4 féle fúrószár cseréje) | 1 | 1 |
| Másodlagos feldolgozás szükséges | Második csiszolás, kikészítés | Közvetlen alakítás | Közvetlen alakítás |
| Vágási sebesség | 1,9 m/perc | 1,1 m/perc | 1,5 m/perc |
| Feldolgozási idő | 56 perc 6s (plazmavágás: 4 perc 14 mp + köszörülés: 38 másodperc + marás függőleges: 1 perc 34 s + fúrás: 16 perc 40 mp + állomás áthelyezés és szétszerelés: 33 perc) | 7 perc 19 mp | 5 perc 22 másodperc |
| Feldolgozási költség | 52,23 jüan (plazmavágási egységár: 1,42 jüan / m, külső kontúrhossz: 1,57 m, furat egységár: 1 jüan / darab, 50 darab) | 9,18 jüan (egységár: 1,14 jüan / m, kontúrhossz: 8,05 m) | 8,53 jüan (egységár: 1,06 jüan / m, kontúrhossz: 8,05 m) |
A mennyiség, a nagy sebesség, a jó minőség és az alacsony költség kombinációja a termelékenység.A feldolgozóipar számára a fejlett termelékenység nagy hatékonyságot és a magas minőségen alapuló alacsony költségeket jelent.
Feladás időpontja: 2021-05-05